



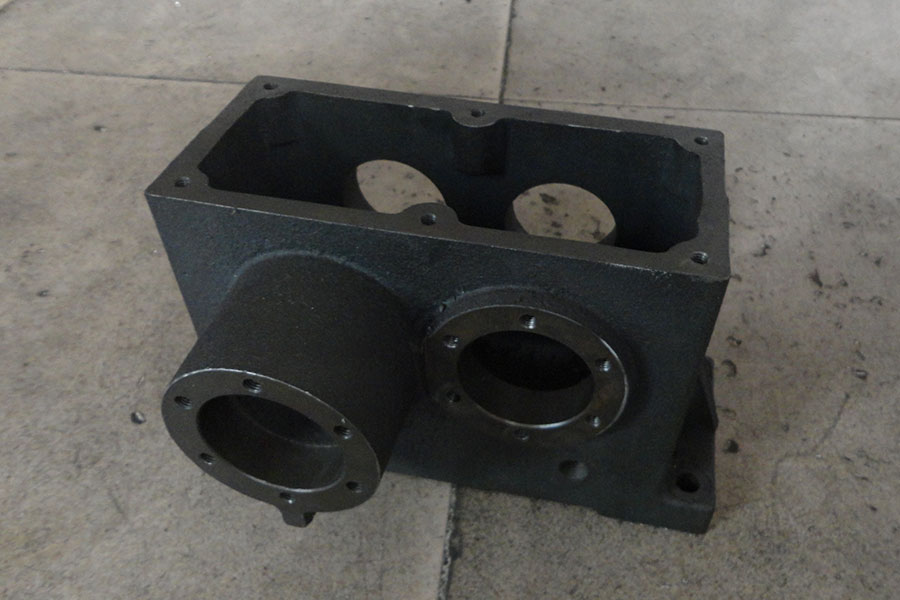
Proizvodi od sivog lijeva popostupak lijevanja u pješčani kalupi CNC obrada.
Sivi lijev je dobio ime po sivoj boji loma koji stvara. Sivi lijev se koristi za kućišta kod kojih je krutost komponente važnija od njene vlačne čvrstoće, kao što su blokovi cilindra motora s unutarnjim izgaranjem, kućišta pumpi, tijela ventila, električne kutije, protuutezi i ukrasni odljevci. Visoka toplinska vodljivost sivog lijeva i specifični kapacitet glave često se iskorištavaju za izradu posuđa od lijevanog željeza i rotora disk kočnica.
Tipični kemijski sastav za dobivanje grafitne mikrostrukture je 2,5 do 4,0% ugljika i 1 do 3% silicija po težini. Grafit može zauzimati 6 do 10% volumena sivog željeza. Silicij je važan za izradu sivog željeza za razliku od bijelog lijevanog željeza, jer je silicij stabilizirajući element grafita u lijevanom željezu, što znači da pomaže leguri da proizvede grafit umjesto željeznih karbida; kod 3% silicija gotovo da se ugljik ne zadržava u kemijskoj kombinaciji sa željezom.
Grafit poprima oblik trodimenzionalne pahuljice. U dvije dimenzije, kao što će se polirana površina pojaviti pod mikroskopom, grafitne ljuskice izgledaju kao fine linije. Vrhovi ljuskica djeluju kao već postojeći zarezi; dakle, krt je. Prisutnost grafitnih ljuskica čini sivo željezo lakim za strojnu obradu budući da su sklone lakom pucanju preko grafitnih ljuskica. Sivi lijev također ima vrlo dobru sposobnost prigušivanja i stoga se uglavnom koristi kao osnova za nosače alatnih strojeva.
Mehanička svojstva sivog lijeva | |||||||
| Stavka prema DIN EN 1561 | Mjera | Jedinica | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Vlačna čvrstoća | Rm | MPA | 150-250 (prikaz, ostalo). | 200-300 | 250-350 (prikaz, ostalo). | 300-400 | 350-450 (prikaz, ostalo). |
| 0,1% granica razvlačenja | Rp0,1 | MPA | 98-165 (prikaz, ostalo). | 130-195 (prikaz, ostalo). | 165-228 (prikaz, ostalo). | 195-260 (prikaz, ostalo). | 228-285 (prikaz, ostalo). |
| Čvrstoća istezanja | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Tlačna čvrstoća | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Tlačna čvrstoća | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Čvrstoća na savijanje | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Smični napon | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Moduli elastičnosti | E | GPa | 78 – 103 (prikaz, stručni). | 88 – 113 (prikaz, stručni). | 103 – 118 (prikaz, stručni). | 108 – 137 (prikaz, stručni). | 123 – 143 (prikaz, stručni). |
| Poissonov broj | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Tvrdoća po Brinellu | HB | 160 – 190 (prikaz, stručni). | 180 – 220 (prikaz, stručni). | 190 – 230 (prikaz, stručni). | 200 – 240 (prikaz, stručni). | 210 – 250 (prikaz, stručni). | |
| Duktilnost | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Promjena napetosti i pritiska | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Snaga na prekid | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Gustoća | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
Lijevanje u pijesku koristi zeleni pijesak (vlažni pijesak) ili suhi pijesak za oblikovanje sustava kalupljenja. Lijevanje u zeleni pijesak je stari postupak lijevanja koji se koristio u povijesti. Prilikom izrade kalupa potrebno je izraditi uzorke od drva ili metala kako bi se oblikovala šupljina. Rastaljeni metal zatim se ulije u šupljinu kako bi se formirali odljevci nakon hlađenja i skrućivanja. Lijevanje u pijesak jeftinije je od drugih postupaka lijevanja, kako za razvoj kalupa tako i za jedinični odljev. Odljev u pijesku uvijek znači odljev u zelenom pijesku (ako nema posebnog opisa). Međutim, danas, drugi postupci lijevanja također koriste pijesak za izradu kalupa. Imaju svoja imena, kao nprlijevanje u kokile, odljevak u pijesak obložen furanskom smolom (bez pečenja),lost foam castingi vakuumsko lijevanje.
Mogućnosti lijevanja u pijesak u RMC ljevaonici | ||
| Opis | Kalupljenje ručno | Prešanje pomoću automatskih strojeva |
| Maksimalna veličina odljevaka | 1.500 mm × 1000 mm × 500 mm | 1.000 mm × 800 mm × 500 mm |
| Raspon težine bacanja | 0,5 kg - 1.000 kg | 0,5 kg - 500 kg |
| Godišnji kapacitet | 5.000 tona - 6.000 tona | 8.000 tona - 10.000 tona |
| Tolerancija lijevanja | Na zahtjev ili standard (ISO8062-2013 ili GB/T 6414-1999) | |
| Materijali za oblikovanje | Zeleni pijesak, pijesak obložen smolom | |
| Lijevanje metala i legura | Sivi liv, nodularni liv, lijevani čelik, nehrđajući čelik, Al legure, mesing, bronca...itd. | |
Prednosti lijevanja u pijesak:
- ✔ Niža cijena zbog jeftinih materijala za kalupe koji se mogu reciklirati i jednostavne proizvodne opreme.
- ✔ Širok raspon jediničnih težina od 0,10 kg do 500 kg ili čak i više.
- ✔ Različite strukture od jednostavnog tipa do složenog tipa.
- ✔ Prikladno za potrebe proizvodnje različitih količina.
Tolerancija koju pješčani odljevci postižu:
Tolerancije lijevanja dijele se na tolerancije dimenzija lijevanja (DCT) i geometrijske tolerancije lijevanja (GCT). Naša ljevaonica željela bi razgovarati s vama ako imate posebne zahtjeve o potrebnim tolerancijama. Ovdje u nastavku su opći stupnjevi tolerancije koje možemo postići našim lijevanjem u zeleni pijesak, lijevanjem u kalupe i lijevanjem u pijesak od furanske smole bez pečenja:
- ✔ DCT stupanj lijevanja u zeleni pijesak: CTG10 ~ CTG13
- ✔ DCT stupanj lijevanja u kalupe ili lijevanja u pijesak od furanske smole: CTG8 ~ CTG12
- ✔ GCT stupanj od lijevanja u zeleni pijesak: CTG6 ~ CTG8
- ✔ GCT stupanj prema lijevanju u kalupe ili lijevanju u pijesak od furanske smole: CTG4 ~ CTG7
Vrsta metala i legura za procese lijevanja u pijesak | |
| Metal i legure | Popularni razred |
| Sivi lijev | GG10~GG40; GJL-100 ~ GJL-350; |
| Duktilni (nodualni) lijev | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Ostemperirano nodularno željezo (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Ugljični čelik | C20, C25, C30, C45 |
| Legirani čelik | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Nehrđajući čelik | Feritni nehrđajući čelik, martenzitni nehrđajući čelik, austenitni nehrđajući čelik, nehrđajući čelik koji otvrdnjava taloženjem, dupleks nehrđajući čelik |
| Aluminijske legure | ASTM A356, ASTM A413, ASTM A360 |
| Mjed / legure na bazi bakra | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO i GB | |

-
Proizvod za lijevanje u pijesak od sivog lijeva
-
Proizvod za lijevanje oplate od sivog lijeva
-
OEM odljevak od sivog lijeva
-
Radilica od lijevanog pijeska presvučena smolom od legiranog čelika
-
Odljevci od pijeska od legiranog čelika
-
Dijelovi kamiona od legiranog čelika lijevanjem u pijesak i CNC...
-
Tvrtka za lijevanje ugljičnog čelika u pijesak
-
Lijevani čelik u pijesku
-
Lijevanje u pijesak od aluminijske legure








