



Kina OEM prilagođeni sferoidni grafitni dio od lijevanog željeza po proizvodima za lijevanje u kalupe sCNC obrada, toplinska obrada i površinska obrada.
Mehanička svojstva nodularnog lijevanog željeza | ||||||||
| Stavka prema DIN EN 1563 | Jedinica mjere | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Vlačna čvrstoća | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% granica razvlačenja | Rp0,2 min. MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Elongacija | % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Tvrdoća | HB | 110-150 (prikaz, ostalo). | 120-160 (prikaz, stručni). | 140-190 (prikaz, stručni). | 170-220 (prikaz, stručni). | 200-250 (prikaz, ostalo). | 230-280 (prikaz, ostalo). | 250-330 (prikaz, ostalo). |
| Strukture | uglavnom feritne | uglavnom feritne | uglavnom feritne | ferit + perlit | ferit + perlit | uglavnom perlit | sve od perlita | |
| Smični napon | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Torzija | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Moduli elastičnosti | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Poissonov broj | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Tlačna čvrstoća | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Čvrstoća loma | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Gustoća | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Lijevanje ljuskepostupak se još naziva i postupak lijevanja u pijesak s prethodno obloženom smolom, postupak livenja u vruće ljuske ili postupak lijevanja jezgre. Glavni materijal za oblikovanje je prethodno obložen pijesak od fenolne smole, koji je skuplji od zelenog pijeska i pijeska od furanske smole. Štoviše, ovaj se pijesak ne može reciklirati.
Postupak lijevanja u pijesak koji se samostvrdnjava furanskom smolom (postupak bez pečenja) koristi pijesak obložen furanskom smolom za oblikovanje kalupa za lijevanje. Nakon ravnomjernog miješanja originalnog pijeska (ili obnovljenog pijeska), tekuće furan smole i tekućeg katalizatora i njihovog punjenja u kutiju s jezgrom (ili kutiju s pijeskom), a zatim ga zategnite da se stvrdne u kalup ili kalup u kutiji s jezgrom (ili pijeskom). kutija) na sobnoj temperaturi. Zatim se oblikuje kalup za lijevanje ili jezgra za lijevanje, što se naziva samootvrdnjavajući hladni kalup kutijastog kalupa (jezgra), odnosno metoda samokaljenja (jezgra).
Budući da se kalup oblikuje na sobnoj temperaturi i nema potrebe za zagrijavanjem, samostvrdnjavajući pješčani lijev naziva se i proces lijevanja bez pečenja. Metoda samootvrdnjavanja može se podijeliti na metodu samootvrdnjavanja pijeska s fenolnom smolom kataliziranu kiselinom, metodu samootvrdnjavanja pijeska uretanske smole i metodu samootvrdnjavanja fenolnog monoestera.
Kao samostvrdnjavajući pijesak za vezivo u hladnim kutijama, pijesak od furanske smole je najraniji i trenutno najrašireniji sintetički vezivni pijesak u kineskom ljevaoništvu. Količina dodane smole u kalupnom pijesku općenito je 0,7% do 1,0%, a količina dodane smole u pijesku za jezgru je općenito 0,9% do 1,1%. Sadržaj slobodnog aldehida u furanskoj smoli je ispod 0,3%, a neke tvornice su pale ispod 0,1%. U ljevaonicama u Kini, samostvrdnjavajući pijesak od furanske smole dosegao je međunarodnu razinu bez obzira na proizvodni proces i kvalitetu površine odljevaka.
Nodularni lijev, koji se još naziva i nodularni lijev, sferiodalni grafitni lijev ili skraćeno samo SG željezo, predstavlja skupinu lijevanog željeza. Nodularni lijev dobiva nodularni grafit sferoidizacijom i tretmanom inokulacije, što učinkovito poboljšava mehanička svojstva lijevanog željeza, posebno plastičnost i žilavost, kako bi se dobila veća čvrstoća od ugljičnog čelika.
Odljevci od nodularnog željeza imaju bolje performanse apsorpcije udara od ugljičnog čelika, dok odljevci od ugljičnog čelika imaju mnogo bolju zavarljivost. I do neke mjere, odljevci od duktilnog metala mogli bi imati neka svojstva otpornosti na habanje i hrđu. Tako bi se odljevak od nodularnog lijeva mogao koristiti za neka kućišta pumpi ili vodoopskrbne sustave. Međutim, još uvijek moramo poduzeti mjere opreza kako bismo ih zaštitili od habanja i hrđe.
Nodularni lijev nije pojedinačni materijal, već je dio skupine materijala koji se mogu proizvesti tako da imaju širok raspon svojstava kroz kontrolu mikrostrukture. Zajedničko definirajuće obilježje ove skupine materijala je oblik grafita. U nodularnom livu grafit je u obliku kvržica, a ne u obliku ljuskica kao u sivom livu. Oštar oblik pahuljica grafita stvara točke koncentracije naprezanja unutar metalne matrice, a zaobljeni oblik kvržica manje, sprječavajući stvaranje pukotina i osiguravajući povećanu duktilnost po kojoj je legura dobila ime. Općenito govoreći, ako bi nodularni ljev mogao zadovoljiti vaše zahtjeve, nodularni ljev bi mogao biti vaš prvi izbor, umjesto ugljičnog čelika za vaše odljevke.

| Metali i legure za lijevanje u pijesak obloženi smolom | |
| Metal i legure | Popularni razred |
| Sivi lijev | GG10~GG40; GJL-100 ~ GJL-350; |
| Duktilni (nodularni) lijev | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Ostemperirano nodularno željezo (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Ugljični čelik | C20, C25, C30, C45 |
| Legirani čelik | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Nehrđajući čelik | Feritni nehrđajući čelik, martenzitni nehrđajući čelik, austenitni nehrđajući čelik, nehrđajući čelik koji otvrdnjava taloženjem, dupleks nehrđajući čelik |
| Aluminijske legure | ASTM A356, ASTM A413, ASTM A360 |
| Mjed / legure na bazi bakra | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO i GB | |
Prednosti samostvrdnjavajućeg odljevka od pijeska obloženog furanskom smolom:
1) Poboljšajte točnost dimenzija odljevaka i hrapavost površine.
2) Stvrdnjavanje pijeska kalupa (jezgre) ne zahtijeva sušenje, što može uštedjeti energiju, a također se mogu koristiti jeftine drvene ili plastične kutije i šablone za jezgre.
3) Samostvrdnjavajući kalupni pijesak lako se zbija i skuplja, odljevci se lako čiste, a stari pijesak se može reciklirati i ponovno upotrijebiti, što uvelike smanjuje radni intenzitet izrade jezgre, modeliranja, padanja pijeska, čišćenja i drugih veza, i lako je realizirati mehanizaciju ili automatizaciju.
4) Maseni udio smole u pijesku je samo 0,8%~2,0%, a sveobuhvatna cijena sirovina je niska.
Budući da metoda samokaljenja ima mnoge od gore navedenih jedinstvenih prednosti, metoda samokaljenja se ne koristi samo za izradu jezgri, već se koristi i za kalupljenje odljevaka. Posebno je prikladan za proizvodnju pojedinačnih komada i malih serija, a može proizvoditi odljevke od lijevanog željeza, lijevanog čelika i legura obojenih metala. Neke su kineske ljevaonice potpuno zamijenile glinene suhe pješčane kalupe, cementne pješčane kalupe i djelomično zamijenile pješčane kalupe od vodenog stakla.

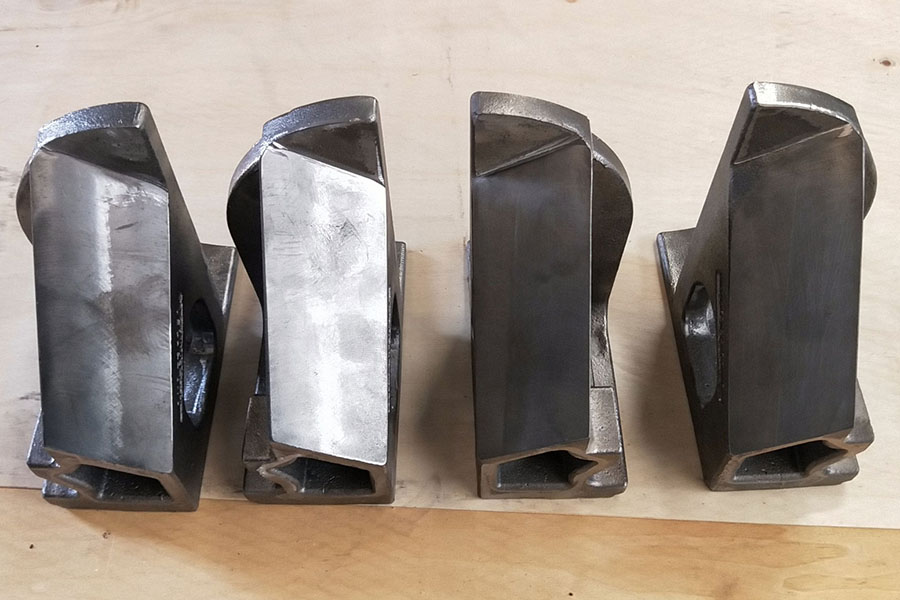

Dijelovi od nodularnog lijeva







{kind=link}